�������H�Ƃ̐؍�������ǂ��l���邩 �������H�Ƃ̐؍�������ǂ��l���邩 |
�@�������H�H��̊����́A�傫�������ā@�@1,�ȃG�l���M�[�A2,���w�����̊Ǘ��E�팸�A3,�p�����팸�A4,��Ɗ��̉��P�ł��B4�̍�Ɗ��̉��P�͏d�v�Ȗ��ł����A���ڃR�X�g�v�Z���ɂ������߁A��Ɍٗp��������钆����Ƃ̖��Ƃ����܂��B
�؍�����̉ۑ�́A�O�ɂ������܂������A�ȃG�l���M�[�Ɣp�����팸�ł��B�؍���Ɋւ��ďȃG�l���M�[��ړI�Ƃ����ꍇ�A�܂����ׂ����Ƃ͌���̐؍���ʂ̓K�����Ɛ؍�����[�^�[�̏ȃG�l���M�[���ł��B�܂��A�p�����팸��ړI�Ƃ����ꍇ�́A�؍���̃����O���C�t�����������܂��B���̍H��ł͐؍���p���𑼂̉R���p�����ƂƂ��Ɏ��Г��ŏċp�������A�]�M���p��}���Ă���ꍇ������܂��B
|
| �@MQL�ɂ�萶�Y����������������P�[�X |
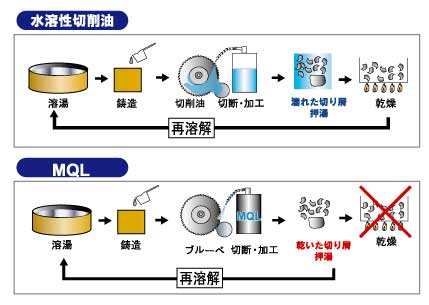
�@�l�p�k�Z�~�h���C���H�́A�@���Y���Ɗ��������Ɍ��シ��P�[�X�A�A���Y���͏]���Ɠ��l�����������b�g������P�[�X�A�B�������b�g�͂��邪���Y�������ꍇ�̂R�p�^�[���ɕ������܂��B�@�͋}���ɓ�������A�����W�J����܂��B�A�́A���������ƃ����b�g�̓V���ɂ������A�����ɔM�S�Ȋ�Ƃ͍̗p���܂��B�B�͍̗p����܂���B�����ŁA�@�̐��Y���Ɗ��������Ɍ��サ���ꍇ�ɂ��ďq�ׂ܂��B
1990�N�㓖���A�Z�~�h���C���H�̌��ʂ��ŏ��ɍ̗p�����̂����ދƊE�ł����B�A���~���ނ͐؍�����Ȃ���Ή��H�ł��Ȃ����A���ς��d�����邽�߁A�����g�p�������Ȃ����H�ł��B���̂��߁A�Z�~�h���C�؍�ƃj�[�Y����v���܂����B�����ɁA���\�̍����A�����x�[�X�̖��܂��g�p���邱�ƂŁA�ؒf�p�̃m�R�n�̎���������I�Ɍ��サ�܂����B
�܂��A1990�N��̌㔼�ɂ́A�}�V�j���O�Z���^�̍������ɔ����A���^�̐؍�@���ς��܂����B�����E��؍��݂̐؍�@�ɂ��M������}���A�����x���^�����悤�ɂȂ�܂����B���̐؍�@�ɑ��A�~�X�g�؍�̗L�������F�߂��A�����̋��^�����H��ō̗p����܂����B���ɁA���^�̃v���^�ɂ��ẮA�~�X�g�̂��������ȒP�ł���̗p�������܂����B
2000�N��ɓ���A���a�[���p�̒��d�h�������J������܂����B���a4-8mm�A�[�����a��20�{�ȏ�̃h�����ł́A�K���h������n�C�X�h�����ł����؍�ł��܂���ł������A���d�h�������g�p���邱�Ƃɂ��A�]����5�{�̔\���ʼn��H���\�ɂȂ�܂����B�����ɁA���̉��H�ł͑��̖��܂����Z�~�h���C�؍�Ƃ̑������悭�A�Z�~�h���C�Ő؍킷�邱�Ƃɂ��A������ׂ����j�ӂ���A�[����������悭�r�o����邱�Ƃ��킩��܂����B
���̂悤�ɁA�X�|�b�g�I�ł͂���܂����A�Z�~�h���C���H�́A���H�@��H��Ƃ̑g�ݍ��킹�Ő��Y���̌���ɑ傫����^���Ă��܂��B�������Ȃ���A���̑��̑����̉��H�ł́A��Ɗ��̉��P�ƏȃG�l�Ɋ�^����Ƃ͂����A�]�����@�Ɣ�r���Đ��Y����啝�Ɍ��コ����ɂ͎����Ă��܂���B����́AISO14000�̎擾�ȂǍ�Ɗ��̉��P�ɔM�S�ȍH��ō̗p����Ă��܂��B
|
| �@��H�����l���� |
�@�@�l�p�k�Z�~�h���C���H�́A�؍���������̎�i�Ƃ��āA���Y�������コ���A����ꍇ�͊������コ���Ȃ���̗p����Ă��܂����B���Y���Ƃ����ƍH�������T�C�N���^�C�������C���ɍl�������ł����A�؍�����X(MQL)����H���ɗ^����e�����l���邱�ƂŁA�V���Ȑ��Y���ւ̍v�����o�Ă��܂��B��\�I�ȗ�Ƃ��āA����A���~�Ȃǂ̍����ȋ����͐����������čėn�����܂����A���␅�ɂʂꂽ����͍ėn�����ɂ����A�ł��邾����������ԂŐ��������������Ƃ����j�[�Y������܂��B�܂��A���i���H�ł͐��E���H���������̂ł����A�Z�~�h���C�����邱�ƂŁA���H�����ȗ����ł���ꍇ������܂��B�������������b�g�������o�����ƂŁA���Y���Ɋ�^���A�؍���̊������������Ă���Ƃ�������Ȃ�����܂���B
|
|
|
| �@��Ɗ��ւ̍v�� |
�@�؍�����Ɋւ��āA�d�v�ȃj�[�Y�Ƃ��Ă�������̂��A��Ɗ��̖��ł��B
�@�����̍H��ɍs���ƁA�H��ɓ������Ƃ���A�H�ꂪ���������͋C���A�ʂꂽ���͋C�����킩��܂��B�؍�������ꂽ��A�͂˂���A�܂����V�~�X�g�ƂȂ������̂��������ď����ʂ�ʂ邵�Ă���ꍇ������܂��B�ď�ɐ��n���؍�������s���āA�����ς��ɂ�����������A�ُL������H�������܂��B���ɁA�ݔ��ߖT�ɘF����������A�M�Ԓb���A���o�@��������ƍH��̋C������N���������߁A���n���؍�������s���₷���Ȃ�܂��B�܂��A�D���A�q��@�A�d�́A���@�Ȃǂ̏d�H�Ƃł͖�^�}�V�j���O�Z���^�⏰��^��������ՂƂ�������^�@�B���g�p����A�X�v���b�V���K�[�h�����Ă��Ȃ��@�B�������A�؍���̊Ǘ��E�i���E���|����ς킸��킵���Ȃ��Ă��܂��B���������P�[�X�ł́A�Z�~�h���C�����ł���A�傫�ȃ����b�g������܂��B������Ƃł́A��҂�p�[�g�̌ٗp��L���ɂ��邽�߂ɂ��H����̉��P�͏d�v�ł��B�܂��AMQL�̗̍p�ɂ��A�H��S�̂����������͋C�ƂȂ�A���̃X���b�v���Ȃ��Ȃ�A��Ɛ����悭�Ȃ����Ƃ�������������܂��B�������A��Ɗ��̉��P�͎�ϓI�E�̊��I�Ȍ��ʂ�������̂́A���l������ɂ������߁A��Ǝ҂ɑ���A���P�[�g�Ȃǂ�ʂ��Đ��l�����Ă����K�v������܂��B�܂��AISO14000�擾��ʂ��āA�H��O�̐l�ɐR�����Ă��炤���ƂŁA���Ђ̍�Ɗ������P���Ă����̂���ł��B
|
| �@�܂Ƃ� |
�@ �����̌���ł́A�T�C�N���^�C���A�؍�����A�H������A���x�A�ʑe���A�R�X�g�_�E������Ɍ��コ����ׂ��A���E�ɋ߂�������T���Ă���A�Z�~�h���C���H�Ɉڍs���Ă��A�����̏������L�[�v�ł��邩�ǂ��������ƂȂ�܂��B�؍���͉��H�_�̏��������ł͂Ȃ��A���H�_�̗�p�A���ނ̗�p�ƔM�ψٖh�~�A�@�B�S�̂̔M�ψٖh�~�A����̃R���g���[����t���b�V���O�Ƃ������g�[�^���Ȗ�����S���Ă��邽�߁A�]���̑�ʂ̖��܂��z���ė������@���嗬�ƂȂ��Ă���A�����ጸ���邱�Ƃ͗e�ՂȂ��Ƃł͂���܂���B�������H�ɂ́A�M�����̑傫�ȏd�؍������A�v���X��_�C�J�X�g��̌`����d�グ��y�؍������܂��B�@�B��H��A�����ޗ����獷���ʂł���A�ǂ̂悤�ȏ����̏ꍇ�A�؍���ጸ���\�Ȃ̂���I�m�ɐf�f����K�v���o�Ă��܂��B
���̂��߂ɂ́A�\�t�g�ʂł̃f�[�^���W���d�v�ɂȂ��Ă��܂��B�獷���ʂ̔��ނƐ؍���@�ɑ��A�H������A���x�m�ہA�ʑe�x�A�T�C�N���^�C���A�R�X�g�ɂǂ̂悤�ȉe�����o��̂���c������K�v������܂��B�Z�~�h���C���H�̕��y�͑��u����܂Ƃ��������i�ƂƂ��ɁA���H�\�����[�V������ł���G���W�j�A�����O���K�v�s���ƂȂ�܂��B�����ɁA���ݐݔ����Z�~�h���C������ꍇ�́A����ł̍H�v���K�v�ɂȂ�܂��B����̏����̂��߂̍H�v��m�Y���̐ݒu�ȂǁA�@�B�����Đf�f���ׂ����Ƃ���������܂��B
�@MQL�����悤�Ƃ��l���̍H��́A�G���W�j�A�����O�o���̖L���ȃ��[�J�[�ɑ��k���邱�Ƃ������߂��܂��B�������̃��[�J�[���g���C�A���A�f�����t���Ă���AMQL�Ɋւ��Ĕ[�����Ēi�K��ǂ��ē������邱�Ƃ��ł���Ǝv���܂��B
2005.1.15
�o�M�@�l�p�k������@�@��㐳�V�@
�{���͐V�������Ɋ�Â��A�K�X���������Ă����܂��B
|
|
|